 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Bahay
>
Mga produkto > Mga Plastic na Bahagi ng Sambahayan Mould
>
Plastic Soap Case Injetcion Mould
Mga produkto
- Malaking Home Appliance Mould
- Maliit na Kagamitan sa Bahay Mould
- Mga Plastic na Bahagi ng Sambahayan Mould
- Mould ng Plastic na Kagamitang Medikal
- Mga Pasilidad ng Plastic Office Mould
- Plastic Automotive Parts Mould
- Plastic Motorcycle Parts Mould
- Amag ng Mga Produktong Alagang Hayop
- Plastic Mould ng upuan
- Plastic Industrial Parts Mould
- Plastic Crate Injection Mould
- Plastic Kid Products Mould
- Plastic na Manipis na pader na Mould
- PET Preform At Cap Mould
- Plastic Pipe Fitting Mould
- Mga produktong plastik
- Iba pang Molds









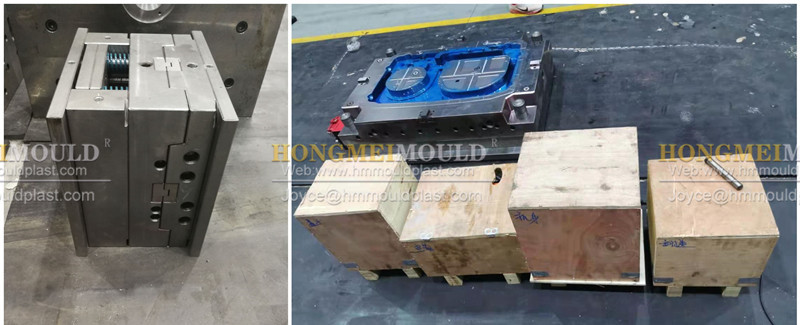
Plastic Soap Case Injetcion Mould
Bilang propesyonal na paggawa, nais naming bigyan ka ng mataas na kalidad na Plastic Soap Case Injetcion Mould. At iaalok namin sa iyo ang pinakamahusay na serbisyo pagkatapos ng pagbebenta at napapanahong paghahatid. Ang Plastic Soap Case Injetcion Mould ay maaaring ayon sa laki ng iyong injection machine at taunang output upang pumili ng 2 cavitise /4 cavities/ 6 cavities.
Magpadala ng Inquiry
Paglalarawan ng Produkto
Bilang propesyonal na paggawa, nais naming bigyan ka ng mataas na kalidad na Plastic Soap Case Injetcion Mould. At iaalok namin sa iyo ang pinakamahusay na serbisyo pagkatapos ng pagbebenta at napapanahong paghahatid.
Anong Mga Salik ang Nakakaapekto sa Pagganap ng Mould?
* Paggawa ng amag
hindi bubuo ang malamig na runner at sprue :
Sprueless na paghubog
Insulated runner system
Mga mainit na sistema ng runner
Sprueless Molding
Mayroong 2 pangunahing kategorya para sa sprueless molding:
Pangunahing disenyo ng antechamber
Pinainit ang mainit na sprue bushes o nozzles
Pangunahing Uri ng Antechamber
Ang sprueless molding ay madalas na ginagamit para sa mabilis na pagbibisikleta sa paggawa ng isang cavity tool
manipis na bahagi ng dingding sa mga materyal na hindi sensitibo sa init tulad ng PE, PP at d PS.
Ang pamamaraan na ito ay karaniwang binubuo ng partikular na nabuo na nozzle ng makina. na maaaring idinisenyo upang
tumanggap ng isang recessed na katangian sa loob ng tool ng amag. Pinagsasama ng pinakapangunahing disenyo ang isang
katangian ng antechamber. gamit ang ganitong uri ng layout, isang manipis na balat ng mas malamig na materyal ang insulates a
natunaw na gitnang core sa pagitan ng nozzle at gate.
Ipinapakita ng Figure ang 3 karaniwang uri ng antechamber type nozzle. Ang disenyo at istilo na ipinakita sa mga sumusunod
Ang figure ay may kalamangan na kung ang natunaw sa loob ng nozzle ay tumigas sa malamig na slug, ang
undercut form sa nozzle ay nagbibigay-daan sa mabilis na disbentaha mula sa tool. Ipinapakita ng Figure (c).
isang antechamber feed system na walang malamig na slug well.
Ang pamamaraang ito ay maaari ding gamitin para sa mas malalaking molding na tumatakbo sa isang solong -impression
batayan kung saan kailangan ang pinakamataas na kontrol at kalidad.
2.Maaari ding gamitin ang mga opsyon sa paghuhulma ng walang kabuluhan para sa higit pang mga materyal na sensitibo sa init. Sa
ang mga ganitong sitwasyon ay mas mainam na pahabain ang nozzle patungkol sa gate , tulad ng sa Mga Figure 2. at
binawi mula sa gamit.
Bukod sa maliwanag na pagtitipid sa pag-aalis ng sprue, ginagamit ang mga matagal na nozzle sa
tatlong-plate o rnulr ipla re disenyo upang bawasan ang pambungad na stroke. Isinasaalang-alang na walang sprue na hinuhubog,
Plastic Soap Case Injetcion Mould
Paglalarawan ng amag
Mould Steel:P20
Mold Plate: C45
Cavity: 2 cavity
Hardtreatment: Ibabawnitriding
Runner: Malamig na runner
Ejector System: Ejector pin
Sistema ng Paglamig: I-recycle ang tubig
Oras ng Pagtatapos: 45 araw
Buhay ng amag: 300,000 shots
Anong Mga Salik ang Nakakaapekto sa Pagganap ng Mould?
AngPlastic Soap Case Injection Mouldnapakakomplikado ng gusali. Napakaraming detalye ang kailangang magtulungan. Mula sa disenyo, machining, assembling, pagsubok at ayusin pagkatapos ay sa wakas ay pumunta sa serbisyo. Maraming mga kadahilanan ang makakaapekto sa kalidad at pagganap ng amag. Kailangan natin itong tunay na maunawaan upang maging mas mahusay ang gusali ng amag.
Uri at Kalidad ng Bakal
Ang uri at kalidad ng bakal ay ang pinakamahalagang bagay para saPlastic Soap Case Injection Mould. Ito ang simula at batayan ng lahat. Kaya't ang pagpili ng tamang materyal na bakal ay napakahalaga. Mayroong maraming mga uri para sa mold steel. Tulad ng D3, A2, O2, D2 tool steel ng cold rolled steel; H11, 1.2344,H13 tool steel ng hot rolled steel at higit pa. At marahil kailangan mong tumuon sa mga punto sa ibaba upang piliin ang tama.
Ang pangangailangan para sa materyal para sa paghuhulma ng iniksyon ay ang iba't ibang plastik ay kailangang ipares sa iba't ibang mga materyales na bakal. At mayroon din itong pangangailangan para sa paglaban sa kaagnasan at buli.
Kung ang pag-andar ng bakal ay sapat, kung gayon ito ang pinakamahusay. Magbayad ng maraming pera upang makakuha ng mataas na pagganap ng bakal ay hindi kinakailangan.
Napakahalaga din ng paggamot sa ibabaw. Ang paggagamot sa nitrogen ay maaaring maging mas mataas ang katigasan ng ibabaw ng bakal at mapahaba ang buhay nito sa ibabaw. At maaaring baguhin ng electroplating ang pagganap ng bakal na amag. Ang ilang mga plastic ay nangangailangan ng mataas na luminance at corrosion-resistant, pagkatapos ay maaari naming gamitin ang electroplating upang itaas at baguhin ang pagganap ng bakal.
* Disenyo ng Istraktura
Ang mahusay na disenyo ng istraktura ay hindi lamang isaalang-alang ang materyal na pag-aari ng produkto: ratio ng pag-urong, ang temperatura ng pagbuo at higit pa. Ngunit kailangan ding isipin ang bahagi ng tubig ng paglamig. Ang mahusay na disenyo ng istraktura ay maaaring mapahusay angPlastic Soap Case Injection Mouldoras ng trabaho at pagpapanatili nito ay maaaring matagumpay na makagawa ng mga produkto. Malaki iyon para sa pagtaas ng kahusayan at bawasan ang gastos.
* Paggawa ng amag
Lahat tayo ay nangangailangan ng mahusay na pagkakagawa ng amag upang maging mahusay ito. Ang mahusay na craftmanship ay maaaring mabawasan ang gastos at oras ng pagtatrabaho nang epektibo. Kung may mga pagkakamali, ito ay magiging sanhi ng paghihinang ng amag. Sa pamamagitan ng paraan, ang mas masahol na pagproseso ay makakaimpluwensya sa pag-andar ng amag, bawasan ang buhay ng amag, kahit na ito ay masasaktan at masira sa pagproseso ng paghuhulma ng iniksyon.
* Pagpapakintab
Ang buli ay ang huling bahagi ng paggawa ng amag. Ang pagpapakintab ay tumutulong din at umakma saPlastic Soap Case Injection Mouldpagkilos, lalo na para sa paglabas ng amag. Napakaraming paggawa ng ilang amag ay hindi maayos dahil wala ang ilaw, masyadong malaki ang resistensya, mahirap ang demolding, at maging ang tuktok ay puti at ang tuktok ay basag.
* Pagpupulong ng amag
Ang amag ay parang pag-assemble ng makina. Ang bawat bahagi at bawat turnilyo ay hindi dapat magkamali, kung hindi, ang mga kahihinatnan ay magiging seryoso. Maaaring magdulot ng mga depekto sa produkto, makaapekto sa produksyon, at maging ganap na makapinsala sa amag, na magreresulta sa scrap. Kaya ang gawaing pagpupulong ay dapat na napaka detalyado. Sa panahon ng proseso ng pagpupulong, bigyang-pansin ang paglilinis ng amag, lalo na ang mga channel ng tubig at mga butas ng tornilyo. Siguraduhing hipan ang mga iron filing sa loob.
* Paglamig ng amag
Alam ng sinumang may maraming taon ng karanasan sa amag kung gaano kahalaga ang pagpapalamigPlastic Soap Case Injection Mould. Dahil sa pagtaas ng mga presyo at sahod ng tao, kapag gumagawa ng mga produkto sa malalaking dami, ang tubo na dala ng pagbabawas ng ikot ng iniksyon ng isang segundo ay hindi maisip. Gayunpaman, kapag ang ikot ng produksyon ay pinabilis, ang temperatura ng amag ay tataas. Kung ito ay hindi epektibong makontrol, ito ay magiging sanhi ng amag na maging masyadong mainit upang mabuo, at maging sanhi ng amag na mag-deform at mabigo. Samakatuwid, ang mahusay na disenyo ng sistema ng paglamig ay partikular na mahalaga, kabilang ang density, diameter, at pagkakabit ng mga channel ng tubig.
* Pagpapanatili ng amag
Ang pagpapanatili ng amag ay pangunahing pagpapanatili at pagpapanatili sa panahon ng produksyon. Ang mga amag ay parang mga kotse. Kung hindi ito ginagamit sa mahabang panahon nang walang maintenance, maaari itong ma-scrap at mamatay. Samakatuwid, pagkatapos ng bawat paggamit ng amag, kinakailangan ang komprehensibong pagpapanatili, lalo na ang pag-iwas sa kalawang ng bahagi ng paghubog, at ang pag-iwas sa kalawang ng mga pangunahing gumagalaw na bahagi. Dahil ang amag ay kailangang tumanggap ng tubig sa panahon ng proseso ng produksyon, ang amag ay maaaring mapuno ng tubig sa panahon ng pag-install o disassembly proseso, kaya ito ay kinakailangan upang matiyak na ang amag ay tuyo bago maglagay ng isang layer ng langis upang maprotektahan ito.
Ang mga detalyeng ito ay kailangan nating pagtuunan ito ng pansin at gawin ito sa tamang paraan upang matiyak na makagawa ng isang mahusay na amag upang lumikha ng isang mahusay na linya ng produkto.
*Pag-iimpake ng amag
Bago ang Paghahatid, i-spray namin angPlastic Soap Case Injection Mouldna may kulay, berde, pula, dilaw, asul at iba pa, ang mga customer ay maaaring ayon sa iyong kinakailangan upang piliin ang iyong kulay. at alam namin na ang ilang lugar ay hindi angkop para sa pagpipinta, kaya bago kami mag-spray, hihilingin namin ang iyong opinyon.
Karaniwan kaming nag-iimpake ng kahoy na papag o kahoy na kahon, at ginagamitwire rope sapalakasin ang kahon.
hindi bubuo ang malamig na runner at sprue :
Sprueless na paghubog
Insulated runner system
Mga mainit na sistema ng runner
Sprueless Molding
Mayroong 2 pangunahing kategorya para sa sprueless molding:
Pangunahing disenyo ng antechamber
Pinainit ang mainit na sprue bushes o nozzles
Pangunahing Uri ng Antechamber
Ang sprueless molding ay madalas na ginagamit para sa mabilis na pagbibisikleta sa paggawa ng isang cavity tool
manipis na bahagi ng dingding sa mga materyal na hindi sensitibo sa init tulad ng PE, PP at d PS.
Ang pamamaraan na ito ay karaniwang binubuo ng partikular na nabuo na nozzle ng makina. na maaaring idinisenyo upang
tumanggap ng isang recessed na katangian sa loob ng tool ng amag. Pinagsasama ng pinakapangunahing disenyo ang isang
katangian ng antechamber. gamit ang ganitong uri ng layout, isang manipis na balat ng mas malamig na materyal ang insulates a
natunaw na gitnang core sa pagitan ng nozzle at gate.
Ipinapakita ng Figure ang 3 karaniwang uri ng antechamber type nozzle. Ang disenyo at istilo na ipinakita sa mga sumusunod
Ang figure ay may kalamangan na kung ang natunaw sa loob ng nozzle ay tumigas sa malamig na slug, ang
undercut form sa nozzle ay nagbibigay-daan sa mabilis na disbentaha mula sa tool. Ipinapakita ng Figure (c).
isang antechamber feed system na walang malamig na slug well.
Ang pamamaraang ito ay maaari ding gamitin para sa mas malalaking molding na tumatakbo sa isang solong -impression
batayan kung saan kailangan ang pinakamataas na kontrol at kalidad.
2.Maaari ding gamitin ang mga opsyon sa paghuhulma ng walang kabuluhan para sa higit pang mga materyal na sensitibo sa init. Sa
ang mga ganitong sitwasyon ay mas mainam na pahabain ang nozzle patungkol sa gate , tulad ng sa Mga Figure 2. at
Pigura
3. Ang serrated undercut sa nozzle sa Figure ay karaniwang tumatagal ng uri ng a
sinulid ng turnilyo. Pinahihintulutan nito ang malamig na plug na maalis lamang ang takip pagkatapos ng silindrobinawi mula sa gamit.
Bukod sa maliwanag na pagtitipid sa pag-aalis ng sprue, ginagamit ang mga matagal na nozzle sa
tatlong-plate o rnulr ipla re disenyo upang bawasan ang pambungad na stroke. Isinasaalang-alang na walang sprue na hinuhubog,
ang pagbubukas na kinakailangan upang payagan ang runner (kung mayroon man) na alisin ay mas mababa.

Mga Hot Tags: Plastic Soap Case Injetcion Mould, China, Customized, Quality, Fashion, New Style, Hot Selling, Popular, Mura, Bumili, Pinakabagong Pagbebenta, Pakyawan, Pinakabago, Mababang Presyo, Pabrika, Made in China, Presyo, Mga Manufacturer, Supplier, OEM, ODM, Nasa Oras na Paghahatid, Libreng Sample
Tag ng Produkto
Magpadala ng Inquiry
Mangyaring huwag mag-atubiling ibigay ang iyong pagtatanong sa form sa ibaba. Sasagot kami sa iyo sa loob ng 24 na oras.








X
Gumagamit kami ng cookies para mag-alok sa iyo ng mas magandang karanasan sa pagba-browse, pag-aralan ang trapiko sa site at i-personalize ang content. Sa paggamit ng site na ito, sumasang-ayon ka sa aming paggamit ng cookies.
Patakaran sa Privacy