 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Bahay
>
Mga produkto > Mga Plastic na Bahagi ng Sambahayan Mould
>
Kahon ng Paggamit ng Pag-aaral ng mga Batang Plastik
Mga produkto
- Malaking Home Appliance Mould
- Maliit na Kagamitan sa Bahay Mould
- Mga Plastic na Bahagi ng Sambahayan Mould
- Mould ng Plastic na Kagamitang Medikal
- Mga Pasilidad ng Plastic Office Mould
- Plastic Automotive Parts Mould
- Plastic Motorcycle Parts Mould
- Amag ng Mga Produktong Alagang Hayop
- Plastic Mould ng upuan
- Plastic Industrial Parts Mould
- Plastic Crate Injection Mould
- Plastic Kid Products Mould
- Plastic na Manipis na pader na Mould
- PET Preform At Cap Mould
- Plastic Pipe Fitting Mould
- Mga produktong plastik
- Iba pang Molds







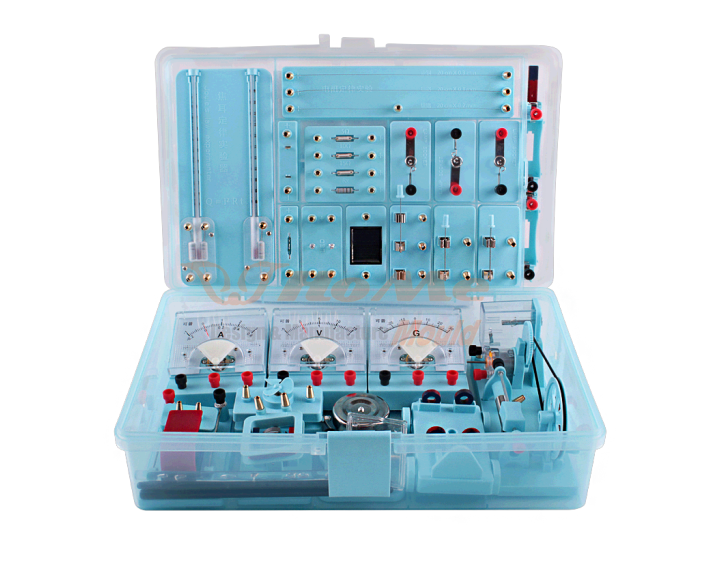
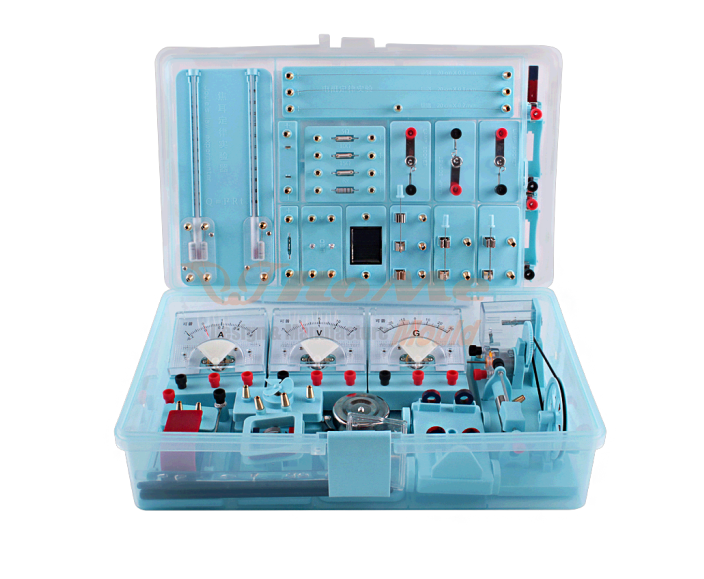
Kahon ng Paggamit ng Pag-aaral ng mga Batang Plastik
Bilang propesyonal na paggawa, nais naming bigyan ka ng mataas na kalidad na Kahon ng Paggamit ng Pag-aaral ng mga Plastic na Bata. At iaalok namin sa iyo ang pinakamahusay na serbisyo pagkatapos ng pagbebenta at napapanahong paghahatid. Kami ay isang propesyonal na tagagawa ng China Plastic Children Study Use Box, kung gusto mong malaman ang higit pa, maaari kang makipag-ugnay sa amin.
Ang Hongmei ay pabrika ng plastic injection mold, at maaari kaming gumawa ng lahat ng uri ng kahon, tulad ng tool box ng industriya, fishing box, first aid box, cooling box at iba pang kahong pambahay.
Ang Hongmei ay pabrika ng plastic injection mold, at maaari kaming gumawa ng lahat ng uri ng kahon, tulad ng tool box ng industriya, fishing box, first aid box, cooling box at iba pang kahong pambahay.
Magpadala ng Inquiry
Paglalarawan ng Produkto
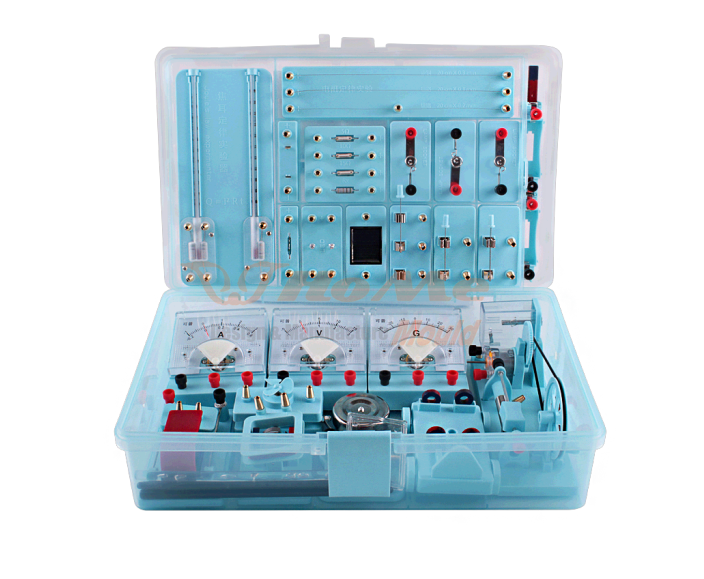
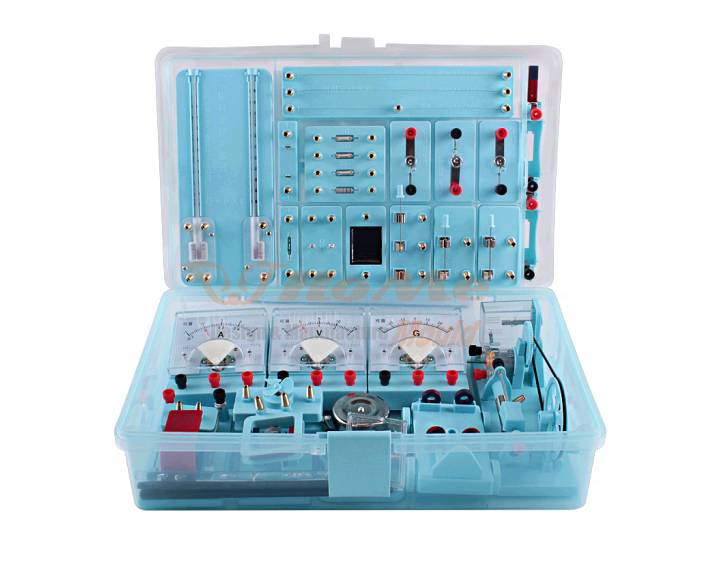
Bilang propesyonal na paggawa, nais naming bigyan ka ng mataas na kalidad na Kahon ng Paggamit ng Pag-aaral ng mga Plastic na Bata. At iaalok namin sa iyo ang pinakamahusay na serbisyo pagkatapos ng pagbebenta at napapanahong paghahatid.
Detalye ng Amag ng Kahon sa Pag-aaral ng mga Batang Plastik
Mould Steel: H13
Sukat ng Bahagi:330*330*390mm
Laki ng amag: 660*660*580mm
Sistema ng Pag-iniksyon: Pin ng Injection
Runner: Malamig na runner
Oras ng Pag-iniksyon: 30s
Polish: Grained Leather
Oras ng Paghahatid: 40 araw
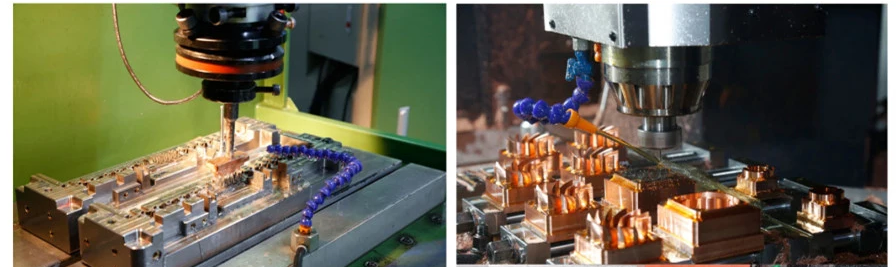
Paano Gumawa ng Kahon para sa Pag-aaral ng mga Batang Plastic
Una, dapat piliin ang materyal na bakal para sa lukab ng amag at bahagi ng lukab ng core ng amag. Bilang karagdagan, ang materyal na bakal na may mataas na tigas ay dapat gamitin bilang base ng amag, at pagkatapos ay dapat piliin ang angkop na mga standard na bahagi ng amag. Ang mahusay na sistema ng pagpuno ng materyal na plastik ay nangangailangan ng espesyal na tulong ng sistema ng hot runner. Paghubog at pagtiyak ng pinakamahusay na sistema ng paglamig
Ang magandang disenyo ng istraktura ng amag ay ang premise ng isang kwalipikadong paggawa ng amag. Ang mga taga-disenyo at stylist ng amag ng kumpanya ay may higit sa 13 taon ng propesyonal na disenyo ng amag at karanasan sa pagmamanupaktura, at maaaring suriin ang lahat ng aspeto ng istraktura ng amag at istraktura ng produkto (kabilang ang: pagsusuri sa daloy ng amag). , slope ng paglabas ng amag, microcosm sa ibabaw ng produkto, disenyo ng casting system, disenyo ng sistema ng tambutso, disenyo ng sistema ng paglamig, atbp.) Ang pinakamahalaga at pinakamahirap na problema ng mga amag na ito ay ang mga paulit-ulit na pagsubok kapag nagdidisenyo ng istraktura ng amag.

Ang mga pangunahing hakbang ng pagsubok ng amag
1. Suriin kung tama ang plastic na materyal sa bariles at maghurno kung kinakailangan.
2. Ang materyal na tubo ay dapat na lubusan na linisin upang maiwasan ang masamang pandikit o timpla na pumasok sa amag, dahil ang masamang pandikit at timpla ay makabara sa amag. Suriin ang temperatura ng materyal na tubo at amag upang makita kung ito ay angkop para sa materyal.
3, ayusin ang presyon at iniksyon upang makabuo ng isang kasiya-siyang hitsura ng produkto, ngunit hindi maaaring magpatakbo ng flash, lalo na ang lukab at ilang mga natapos na produkto ay hindi ganap na nagyelo, dapat isaalang-alang ang iba't ibang mga kondisyon ng kontrol, bago ang pagsasaayos, dahil ang pagpuno ng amag pagbabago ng rate ng kaunti, ay hahantong sa malaking pagbabago.
4. Ang matiyagang paghihintay para sa makina at amag na maging matatag ay maaaring tumagal ng higit sa 30 minuto, kahit na para sa katamtamang laki ng mga makina. Gamitin ang oras na ito upang makita kung ano ang maaaring magkamali sa huling produkto.
5. Ang oras ng pagsulong ng tornilyo ay hindi dapat mas mababa kaysa sa oras ng solidification ng plastik sa gate, kung hindi, ang bigat ng tapos na produkto ay mababawasan at ang pagganap ng tapos na produkto ay masisira. Kapag ang amag ay pinainit, ang oras ng pagsulong ng tornilyo ay pinalawak upang i-compress ang tapos na produkto.

6. Makatwirang ayusin at bawasan ang buong ikot ng pagproseso.
7. Ang bagong steady state ay tumatagal ng hindi bababa sa 30 minuto at pagkatapos ay patuloy na gumagawa ng hindi bababa sa 12 full-shape na mga produkto, sa pinakamaraming petsa, dami at indibidwal na posisyon, ayon sa cavity, ang katatagan ng operasyon ng inspeksyon at ang makatwirang kontrol ng exit tolerance.
8. Sukatin at itala ang mahahalagang sukat ng tuloy-tuloy na sample (pagkatapos lumamig sa temperatura ng silid).
Paano maiiwasan ang pagkabigo sa paghubog ng iniksyon?
Kabilang sa limang pangunahing anyo ng pagkabigo ng amag, ang pagkabigo ng thermal fatigue ay mas malamang na mangyari sa mga amag na pinainit na may malaking pagkakaiba sa temperatura sa pagitan ng mainit at malamig na mga amag, habang ang iba pang apat na magkakaibang anyo ay maaaring lumitaw sa lahat ng uri ng mga amag. Kadalasan mayroong malapit na ugnayan sa pagitan ng iba't ibang anyo ng kabiguan at pagpapadali sa pagitan ng mga pakikipag-ugnayan.
Ang ilang mga groove marks na dulot ng pagkasira ay kadalasang madaling kapitan ng iba't ibang phenomena gaya ng fatigue cracks at thermal fatigue cracks, at kung may ilang malalim at matutulis na grooves, maaari silang maging cracking point ng isang beses na bali. Matapos lumitaw ang mga bitak ng pagkapagod at mga bitak ng thermal fatigue sa ibabaw ng bahagi, ang kalidad ng ibabaw ay sineseryoso na masisira, at ang hindi pangkaraniwang bagay ng pagsusuot ay lalakas. Ang dulo ng bitak ay magdudulot ng iba't ibang konsentrasyon ng stress at magiging karaniwang pinagmumulan ng bali.
Bagama't ang pagkasira ng amag ay hahantong sa pagkabigo ng mahahalagang bahagi ng amag, sa ilalim ng normal na normal na mga kondisyon ng pagtatrabaho, ang amag ay maaaring gumana nang matatag at epektibo sa mahabang panahon bago mabigo ang pagsusuot. Sa katunayan, ang epektibong buhay ng mga hulma na pinag-uusapan natin ay kadalasang tinutukoy ng pagkabigo sa pagsusuot. Para sa mga hulma na ito, ang pagkasira ng pagsusuot ng mga plastic na hulma ay tumutukoy sa kanilang normal na pagkawala ng pagganap, at ang mabisang buhay ng pagsusuot ay ang batayan para sa pagtukoy sa inaasahang buhay ng amag.
Ang epektibong buhay ng ilang heavy-duty na amag tulad ng mga cold extrusion molds ay pangunahing tinutukoy ng fatigue failure. Ang epektibong buhay ng ilang mga amag na may malaking pagkakaiba sa temperatura sa pagitan ng malamig at init, tulad ng mga die-casting molds, ay pangunahing tinutukoy ng thermal fatigue failure. Ang mga amag sa pangkalahatan ay may mahabang epektibong buhay bago ang pagkapagod at thermal fatigue failure, ngunit palagi pa rin nating itinuturing ang mga ito bilang maagang pagkabigo ng amag. Kung may problema sa kalidad ng amag, o kung ang amag ay na-debug o ginamit nang hindi wasto, ang plastic deformation at pagkabigo ng produkto ay maaaring mangyari sa iba't ibang yugto ng paggamit ng amag, at kapag nangyari ito, ang mga kahihinatnan ay malamang na nakamamatay sa ang hulma. Sila rin ang pangunahing anyo ng kabiguan sa mga unang yugto ng pagbuo ng amag.
Paano matiyak at mapabuti ang buhay ng mga hulma sa paghuhulma ng iniksyon, sa isang banda, sa pamamagitan ng iba't ibang mga paraan upang matiyak at mapabuti ang resistensya ng pagsusuot ng mahahalagang bahagi ng amag hangga't maaari, upang ang amag ay may sapat na katigasan upang maiwasan ang pagkasira at mabawasan buhay, sa kabilang banda Iba't ibang mga hakbang ang dapat gawin upang maiwasan ang maagang pagkabigo ng iba't ibang bahagi ng amag, at upang matiyak na ang amag ay maaaring gumana nang ligtas at matatag sa panahon ng epektibong buhay ng serbisyo.
Pagtitipid ng Mould &. Pagpapakintab
Ang mould-saving polishing ay ang proseso ng paggiling sa ibabaw ng mold core at mold core na may mga nakasasakit na materyales tulad ng oilstone, papel de liha, atbp. Ang layunin ay alisin ang mga pattern ng apoy at mga linya ng kutsilyo ng amag sa maagang pagproseso, at gawin ang Ang mga produktong plastik ay madaling i-demold sa panahon ng iniksyon at gawin ang ibabaw ng core ng amag na maabot ang kinakailangang kinis ng produktong plastik.
Ang pag-mould-saving polishing ay karaniwang nahahati sa malawak at makitid na pandama sa industriya.
Ang makitid na kahulugan ay karaniwang tumutukoy sa mga nakasasakit na materyales na ginamit ay papel de liha at whetstone. Ang pinakintab na ibabaw ng amag ay karaniwang makinis, at hindi ito magiging mataas na pagtatapos at ibabaw ng salamin, na siyang maagang proseso ng paggiling ng proseso ng pag-polish na nakakatipid ng amag. Ang kinis na nakamit sa pamamagitan ng paggiling ay nahahati mula sa mababa hanggang sa mataas: B3.B2.B1, ang katumbas na numero ng papel de liha ay: 400, 800, 1200.
Ang generalization ng mold-saving polishing sa pangkalahatan ay kasama rin ang mold polishing procedures.
Ang mga nakasasakit na materyales na ginagamit para sa pagbubuli ng amag ay karaniwang: wool wheel, felt sheet, foil paper, diamond grinding paste. Ang ginamit na kagamitan sa pagbubuli ng amag ay karaniwang isang pneumatic o electric ultrasonic mold polishing machine. Ang ibabaw na naabot ng amag buli ay isang salamin ibabaw, at ang amag buli proseso ay tinatawag ding mirror buli.
Ang ibabaw ng salamin na pinakintab ng amag ay nahahati sa A2 / A1 / A0 mula mababa hanggang mataas. Ang mga produkto na naaayon sa grado ng pagtatapos ay karaniwang:
A2: Mga karaniwang gamit sa bahay tulad ng mga hair dryer,
A1: High-gloss na shell ng mobile phone, amag ng lampara ng kotse
A0: Mga accessory ng Apple mobile phone tulad ng mga charger, transparent lens
Anong Mold ang Ginawa ng HongMei?
Chair Mould: kabilang ang ordinaryong PP chair, PC chair, rattan chair, mayroon ding beach chair, upuan na may/walang kamay, bus chair, atbp. Makokontrol natin ang teknolohiya ng tulong sa gas habang gumagawa ng amag; tinutulungan namin ang customer na lutasin ang isyu ng stacking ng upuan; makakahanap kami ng solusyon upang mapagtanto ang pagbabago ng insert sa injection machine.
Table Mould: sa panahon ng disenyo, isasaalang-alang namin na gawin ang anti-deformation na istraktura upang maiwasan ang pagpapapangit pagkatapos ng iniksyon.
Basket Mould: mayroon kaming isang set na mature na teknolohiya para sa plastic basket mold, kabilang ang fruit basket mold, vegetable basket mold, shopping basket mold, laundry basket mold, drain basket mold, folding fruit basket, hand-held plastic basket mold at iba pa.
Imbakan ng Lalagyan ng amag: iisang lalagyan ng amag, kumpletong hanay ng mga locker ng imbakan, ang transparent na lalagyan ng amag, ang manipis na dingding na lalagyan ng amag.
Mould sa Mga Gamit sa Kusina: kabilang ang amag ng kubyertos, amag ng dish rack, amag ng plastic cutting board, amag ng basket ng plastik na gulay, amag ng alisan ng tubig at basket, amag ng kutsara ng tubig, amag ng mga plastik na platito, amag sa palanggana, amag ng yelo na sala-sala, amag ng peeler, amag na pambukas ng bote at iba pa.
Home Appliance Mould: kabilang ang air condition mold, TV set mould, washing machine mold, hand dryer mold, fan mold, battery cover mould, atbp.
Auto Part Mould: auto bumper mold, auto grille mold, auto interior mould, auto lamp mold, auto door mould, atbp.
Kasama sa plastic mold ang maliit at malaking molde, simpleng structure at complex structure mold, single part mold at assembly part mold, non-transparent na bahagi at transparent na part moul, maibibigay namin sa mga customer ang makatwiran at propesyonal na solusyon ng amag upang makakuha ng win-win.
Gayundin ang Hongmei Mould ay maaaring gumawa ng aluminum die casting mold, SMC/BMC mold, atbp.
Tawagan mo ako
Mga Hot Tags: Kahon ng Paggamit ng Pag-aaral ng mga Plastic na Bata, China, Customized, Kalidad, Fashion, Bagong Estilo, Hot Selling, Popular, Murang, Bumili, Pinakabagong Pagbebenta, Pakyawan, Pinakabago, Mababang Presyo, Pabrika, Made in China, Presyo, Mga Manufacturer, Supplier, OEM, ODM, Nasa Oras na Paghahatid, Libreng Sample
Tag ng Produkto
Magpadala ng Inquiry
Mangyaring huwag mag-atubiling ibigay ang iyong pagtatanong sa form sa ibaba. Sasagot kami sa iyo sa loob ng 24 na oras.








X
Gumagamit kami ng cookies para mag-alok sa iyo ng mas magandang karanasan sa pagba-browse, pag-aralan ang trapiko sa site at i-personalize ang content. Sa paggamit ng site na ito, sumasang-ayon ka sa aming paggamit ng cookies.
Patakaran sa Privacy